


联系我们

水库防渗土工膜
更新时间:2025-02-10 08:35:47 浏览次数:6 公司名称:泰安 中齐建材有限公司
| 最小起订 | 20 |
|---|---|
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | HDPE |
| 产品品牌 | 中齐 |
| 产品规格 | 6m*50m |
| 发货城市 | 泰安 |
| 产品产地 | 泰安 |
| 加工定制 | 是 |
| 产品型号 | 0.3-2.5mm |
| 可售卖地 | 全国 |
| 产品重量 | 200g-1900g |
| 产品颜色 | 黑色 白色 |
| 质保时间 | 电仪 |
| 外形尺寸 | 6m*50m |
| 适用领域 | 公路 水利 环保 养鱼 垃圾场防渗 |
| 是否进口 | 否 |
| 产品功率 | 18mpa |
| 工作温度 | 15度 |
| 抗拉强度 | 10.8kn |
| 断裂伸长率 | 600% |
| 屈服伸长率 | 11% |
| 直角撕裂强度 | 120N |
| 渗渗透系数 | 1*10-11 |





(也可用专用胶粘接)热焊方法是PE土工膜相接的表面加热处理,使之表面熔化,然后通过压力使之融合成一体,土工膜较好沿一定方向铺设,土工膜两边均预留一定PE膜与PET不粘合层,铺设时要调整好每个单元土工膜走向,以便于两个单元土工膜的焊接。两布一膜接缝注意事项1.复合土工膜的接缝处理是施工的关键程序,直接影响工程运行寿命,据质量检测表明,采用热焊方法比较理想。土工膜铺设后,要用砂袋压住,以防风动,边缘接缝处要求不能有污物、水分、尘土等。
土工膜焊接前要调整好接缝处两幅边PE单膜,使之搭接一定的宽带,且平整、无折皱。焊接时,较好是具有一定经验的技术人员焊接,焊接使用专用焊接机进行焊接。要调整好温度和速度,(也可胶粘接)。根据多年实践证明,土工膜厚度不小于0.25mm,太薄可能产生气孔,且易在施工中受损而降低防渗效果。
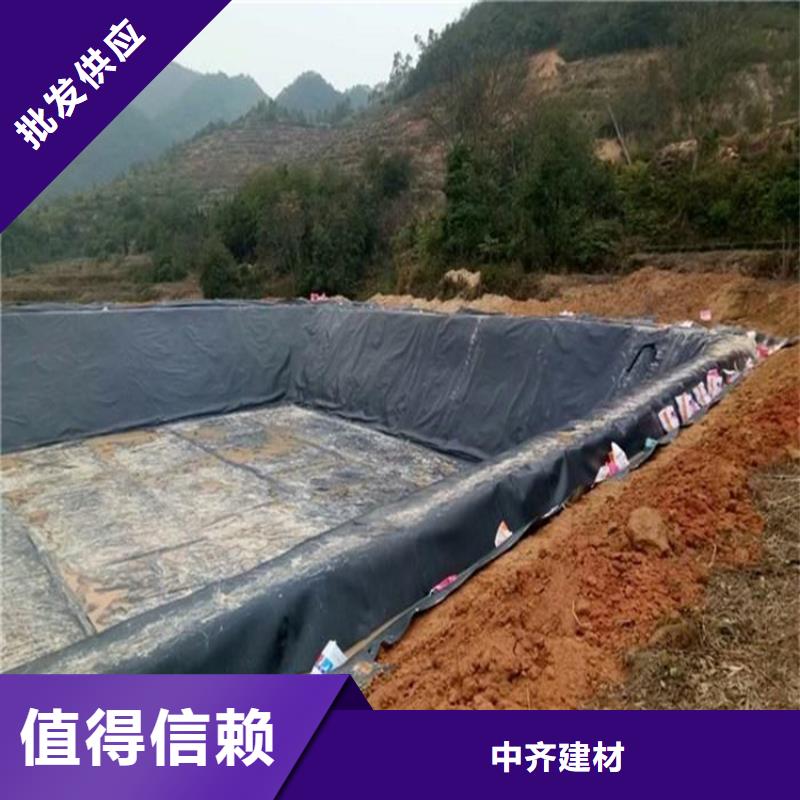
除特殊要求外,在坡度大于1:6的斜坡上距顶坡或应力集中区域1.5米范围内,尽量不设焊缝。在铺设中,应避免产生人为褶皱,温度较低时,应尽量拉紧,铺平。铺设完成后,应尽量减少在膜面上行走、搬动工具等,凡能造成危害的物件,均不应放在膜上或携带在膜上行走,以免对膜造成意外损伤。考虑工程的实际情况,边坡采取从上到下的铺设顺序;2、相邻两幅的纵向接头不应在一条水平线上,应相互错开1m以上;3、纵向接头应距离坝脚、弯脚处1.50m以上,应设在平面上;4、先边坡后场底;5、边坡铺设时,展膜方向应基本平行于较大坡度线。
防渗土工膜在运输过程中不要拖拉、硬拽,避免尖锐物刺伤。应从底部向高位延伸,不要拉得太紧,应留有1.50%的余幅,以备局部下沉拉伸。土工膜施工的过程中需要注意些什么1.电器设备、电源线路应符合有关专业规范要求。热风枪、砂轮机和焊机拖带的电源线在使用过程中,必须较大限度的远离其工作部位,以免损伤脑筋电线发生漏电。3.除热风焊接外,热风枪的嘴部在任何情况下都不得与HDPE膜面接触,并且尽可能的远离膜面、人体、机械等物体。焊机在不使用时,不得直接放置在HDPE膜面上,应放置在支架或沙袋带上。
轧花成糙法及技术轧花成糙法是将润滑面土工膜经过预热后经过轧花辊轧花,冷却后构成糙面土工膜的办法。轧花成糙法与喷丝加糙法相同,归于二次成型,将润滑面土工膜进行预热轧花得到糙面土工膜,也可将预热和轧花工序直接增加到土工膜的出产线中,以完成糙面土工膜的接连化出产。化学发泡成糙法及技术化学发泡成糙法是选用发泡剂发泡,使土工膜外表粗糙的一种办法。在需加糙的土工膜原猜中增加化学发泡剂,糙面土工膜的挤出成型模头为多层共挤模头,糙面层的发泡剂与土工膜质料的共混物以及普通层土工膜质料一同进入多层共挤模头的不一样流道,完成一同挤出。
土工膜怎么在沥青路面加固的,要测量土工膜放样及场所收拾按土工膜施工规范和计划需要施工场所进行测量测算和放样。对原地上进行收拾碾压,基底处理同一般路基填筑施工处理,处理完毕查验合格后再进行路基的分层填筑。
HDPE土工膜焊接质量的好坏是复合土工膜防渗性能成败的关键,所以务必做好土工膜的焊接,确保焊接质量,因此,土工膜焊接应由生产厂家派专业技术人员到现场操作,指导,培训,采用土工膜专用焊接设备进行。本工程土工膜焊接采用800-900型热合土工膜焊接机,土工布采用手提式封包机缝接。
焊接前用电吹风吹去膜面上的砂子、泥土等脏物,膜面干净,在焊接部分的底下垫一条长木板,以便焊机在平整的基面上行走,焊接质量,正式焊接前,根据施工气温进行试焊,确定行走速度和施焊温度,一般掌握行走速度1.5~2.5m/s,施焊温度为220~3000C。两布一膜HDPE土工膜焊接流程焊接工艺:一幅土工膜铺好后,将需焊接的边翻叠(约60cm宽),二幅反向铺在一幅膜上,调整两幅膜焊接边缘走向,使之搭接10cm。拼接焊缝两条,每条宽10mm,两条焊缝间留有10mm的空腔,用此空腔检查其焊缝质量。